Jeder, der mit der Herstellung von Schallplatten vertraut ist, weiß, dass einer der schwierigsten Prozesse in der langen Kette der Fertigungsschritte, die dieser Tonträger durchlauft, der Überspiel- und Matrizierungsprozess ist. Wer kennt
nicht die Probleme mit Lackfolien, Schneidstichel, der Versilberung und den Echoerscheinungen durch Nickelspannungen bei der Vorvernickelung und anderes mehr. Die Qualität des Endproduktes wird an dieser Stelle stark beeinflußt, und die Fertigungssicherheit ist niedrig, wenn ein hohes Qualitätsniveau, insbesondere bei Platten mit klassischer Musik, angestrebt wird.
Seitdem Graham Bell und Sumner Tainter 1881 für ihr Phonograph-Graphophon die Schallschwingungen in Wachs eingeschnitten hatten, verwendet man für die Aufzeichnung einen Träger aus einem nichtmetallischen Material, von dem man sich besonders günstige Eigenschaften für das Einschneiden der Schallrille und der der Rillenspirale überlagerten Informationen erhofft.
Lange Zeit wurde Wachs mit Zusätzen verwendet, auch Gelatine oder ähnliche Stoffe und schließlich Nitrozellulose-Lacke, ein Material, das bis heute noch Verwendung findet. Das hat zur Folge gehabt, dass diese Träger der Aufzeichnung zur Weiterverarbeitung bis zur Pressmatrize durch den galvanischen Prozess einen elektrisch leitenden Überzug erhalten mußten. Nachdem anfangs Graphit zur Herstellung der leitenden Oberfläche verwendet wurde, entwickelten sich allmählich Versilberungsmethoden, hauptsächlich die Reduktionsversilberung und in geringerem Maße auch das Aufdampfverfahren im Vakuum.
Wenn auch die Schallplatten-Schneidtechnik und die Lackfolien einen technologisch sehr hohen Stand erreicht haben, gibt es gerade im Zusammenwirken von Lackfolie und Schneidvorgang Schwachstellen, die zu den bekannten Schwierigkeiten führen. Der Grund ist letztlich darin zu suchen, dass eine für den Schneidvorgang optimale Lackschicht kein stabiles Material, sondern Einwirkung von Klima und Zeit verantwortlich ist.
Auch spielen die Verarbeitungsbedingungen, wie Schneidsticheltemperatur und Größe der Konterfacette des Stichels eine entscheidende Rolle für die Güte der Rillenwandoberfläche. Hier sei nur an das bekannte Mitreißerproblem oder die Hornbildung erinnert. Eine Eigenschaft, die sich noch aus der elastischen Verformbarkeit der verwendeten Lackschichten ergibt, sei erwähnt: Die möglichen Rückfederungsverformungen der eingeschriebenen Rillenmodulation, die von Zeit und Klima abhängig sind.
Hohe Anforderungen werden aber auch an den nächsten Verarbeitungsschritt, das Aufbringen der leitenden Schicht für den galvanischen Prozess, gestellt.
Diese Leitschicht muss eine sehr geringe Dicke haben, ihre Struktur äußerst feinkörnig und ohne störende Fremdeinschlüsse sein. Um das zu gewährleisten, ist die Vorbehandlung der Lackoberfläche mit großer Sorgfalt durchzuführen. Der Reinigungsprozess darf bei optimaler Wirkung die Lackoberfläche nicht angreifen, und die Aktivierung (Sensibilisierung) muss eine möglichst gleichmäßige Anlagerung der Silberatome gewährleisten. Hier entstehen die ersten Fehler für die so lästigen impulshaltigen Störungen, Knacken und Knistern bei der Schallplattenwiedergabe.
Die TELDEC hat ein Verfahren entwickelt, das diese Fehlerquellen ausschaltet und die schwierigen Schritte umgeht. Es besteht im wesentlichen daraus, dass die Schallrillen gleich in eine Metallschicht geschnitten werden TELDEC DMM Technology (DIRECT METAL MASTERING). Hierbei wird bei der Schallplattenüberspielung ein Metall-Master hergestellt, der direkt als Mutter verwendet werden kann. Schallrillen mit dafür geeigneten “großen Membranen” in Metalle einzuschneiden, ist bereits von J. Rosenthal und S. Frank in einer deutschen Patentschrift 1891 vorgeschlagen worden. Aufgegriffen wurde die Idee – über 80 Jahre danach — von RCA für die Aufzeichnung von Video Informationen auf Bildplatte. Hier war allerdings die Aufgabe eine andere. Für die große Speicherdichte auf der Videoplatte sind sehr kleine Rillenabmessungen von weniger als 1 μm Tiefe und etwas mehr als 2 μm Breite erforderlich mit äußerst kleinen Auslenkungen von einigen hundert Ångström.
Geeignete Metalle für die Aufzeichnung sind unter bestimmten Voraussetzungen z.B. Kupfer und auch Cadmium. Cadmium wurde u.a. von Wadsworth 1922 vorgeschlagen. Kupfer ist besser geeignet, da Cadmium nicht ausreichend resistent gegen Elektrolyten im weiteren galvanischen Prozess ist. Das ist auch der Grund, weshalb für Bildplattenaufzeichnungen eine auf ein Substrat galvanisch abgeschiedene Kupferschicht verwendet wird. Es ist leicht einzusehen, dass dieses Verfahren nicht ohne weiteres für das Schneiden von Schallplattenrillen übernommen werden kann, da der Querschnitt des aus der Kupferschicht geschnittenen Spanes bei der Schallrille mehr als 100x größer ist als beim Schneiden von Dichtspeicherrillen. So sind z.B. die mechanischen Eigenschaften eines derartigen Spanes einem Kupferdraht sehr ähnlich.
Um unter diesen Voraussetzungen gute Verspanungseigenschaften zu erhalten, ist besonders Wert darauf zu legen, dass die Duktilität (Verformbarkeit) und Elastizität ausreichend sind – die abgeschiedene Schicht muss mehr amorph als kristallin sein. Sie unterscheidet sich damit ganz wesentlich von reinem Elektrolytkupfer. Mit dem galvanischen Verfahren der DMM Technology werden die geforderten Materialeigenschaften erreicht. Für die Herstellung dieser Kupferträger wurde mit der Firma EUROPAFILM eine spezielle Galvanikanlage entwickelt. Die auf 0,8 mm dicken Edelstahlträgern aufgebrachten Kupferschichten sind mit dem Neumann Stereoschreiber SX 80 CM schneidbar, und das so hergestellte Original (Master) kann unmittelbar als Mutter im Matrizierungsprozess verwendet werden.
Ein Aufzeichnungsträger aus Metall setzt dem Schneidstichel einen wesentlich höheren Schneidwiderstand entgegen als die bisher verwendete Lackfolie. Es galt daher, die Schneidbedingungen so zu wählen, dass ein Minimum an Schneidwiderstand erreicht wird. Drei Maßnahmen sind hierfür angewendet worden:
Beim Schneiden von Stereorillen in Metallschichten hat sich gezeigt, dass es günstig ist, eine Schreiberanordnung zu wählen, die einen vertikalen Spurwinkel von nahe 0° hat. Die Verwendung einer Schreiberkonstruktion mit einem größeren Spurwinkel bedeutet, dass bei veränderlichem Schneidwiderstand – beispielsweise durch Inhomogenitäten in der zu schneidenden Metallschicht – die schwankende horizontale Kraftkomponente in eine Vertikalbewegung des Schneidstichels umgesetzt wird. Eine solche Bewegung verursacht aber die Aufzeichnung einer Störmodulation. Zur Korrektur des vertikalen Fehlwinkels zwischen Schreiberanordnung und gewünschtem Spurwinkel der Aufzeichnung (20°) ist für den Schreiber SX 80 CM ein elektronischer Entzerrer entwickelt worden.
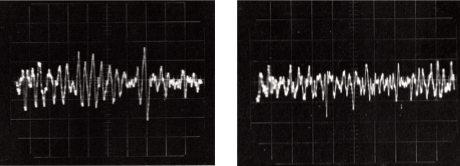
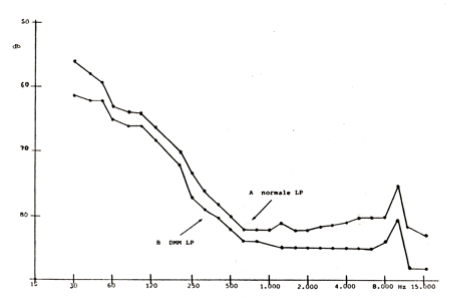
Es hat sich gezeigt, dass die nach dem Verfahren hergestellten Master frei von Knack- und Knisterstörungen sind. Bei guten Pressbedingungen wirkt sich diese Tatsache bis zum Endprodukt hin aus. Das akustisch wahrnehmbare Grundgeräusch der DMM Platten hat — verglichen mit herkömmlichen LP’s – weniger impulshaltige Störungen, und besonders die höher frequente Störkomponente ist geringer. Bild 3 zeigt den Vergleich des typischen Störgeräuschverlaufes bei aus TELDEC Material gepressten Platten, A von herkömmlichen und B von DMM-Matrizen. Im höheren Frequenzbereich ist eine Verbesserung bis zu 6 dB erkennbar. Die Verbesserungen im tieffrequenten Bereich wird besonders deutlich bei den Oszillogrammen der Störspannung mit einer Zeitbasis von 1,8 s gleich einer Plattenumdrehung. Bild 2 zeigt den typischen Verlauf der Rumpelstörungen mit einer Tonarmresonanz von ca. 12 Hz.
Durch das Fehlen der Rückfederungsverformungen in der Aufzeichnungsschicht sind die Platten frei von Vor- und Nachechos. Es ist daher möglich, die Rillenabstände zu minimieren und moderne Rillensteuerungsverfahren, wie z.B. bei der NEUMANN-Überspielanlage VSM 80, voll auszunutzen. Das Ergebnis sind 10- 15% mehr Spielzeit auf einer Plattenseite. Wiedergabequalität hörbar besser Durch das Fehlen jeglicher Rillendeformation bei bzw. nach dem Schneidvorgang zeigen A – B – Hörvergleiche mit Platten, die von Lack- bzw. DMM Aufzeichnungen hergestellt sind, deutlich ein verbessertes Impulsverhalten. Obertonreiche Instrumentalklänge und Stimmen im Konsonantenbereich sind frei von Verfärbungen.
Die Fertigungserfahrungen zeigen die bei Beginn der Entwicklung gemachte Annahme, da die Zuverlässigkeit wesentlich höher ist als bei der bisherigen Technologie. Nach Umstellung auf die DMM Technologie konnte die Anzahl der Nachüberspielungen, die durch Fehler im Überspiel- bzw. Galvanikprozess notwendig wurden, drastisch gesenkt werden.
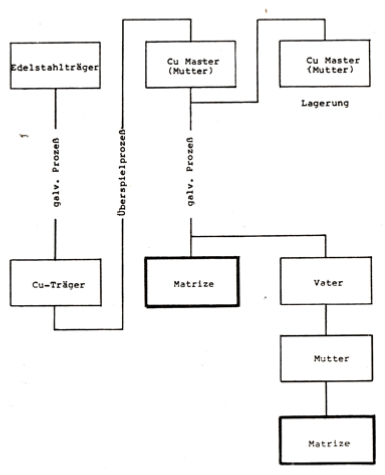
Von einem DMM Master lassen sich im Gegensatz zur Lackfolie viele galvanische Abzüge herstellen. Damit sind Fehler, die im weiteren galvanischen Prozess bis zur Pressmatrize entstehen können, leicht korrigierbar; abgesehen von der Tatsache, dass galvanische Abzüge vom Cu-Master mit größerer Sicherheit gemacht werden können. Der geringe Zeitbedarf im galvanischen Prozess wirkt sich besonders bei der Direkt-Matrizierung (Bild 4) aus. Gerade bei geringen Pressauflagen, wie sie bei der Klassik oder in Spezialprogrammen häufig vorkommen, erzielt man mit DMM erhebliche Einsparungen bei den Galvanikkosten. Zusammenfassend lässt sich feststellen, dass die TELDEC DMM Technology das Qualitätsniveau der Schallplatte verbessert und die Wirtschaftlichkeit des Fertigungsprozesses erhöht.